
松散端子自动剥线端子机操作手册
文章来源:本站 发表时间:2020-07-29 05:27:06 点击:

TEL: 0755-23270022 FAX: 0755-23270099
ADD: 深圳市宝安区松岗街道广深路松岗段486号
散装端子的压力受到无法连续进料的限制,并且在压接过程中输出无法保持稳定. 因此,与传统的无声端子压接机相比,我公司开发了这种端子压接机,该端子压接机具有自动布置和散装端子送入的功能. 然后,效率提高了3倍以上. 并可以配备剥线装置,实现自动剥线和压边.
生产能力: 800-1200件/小时或更多(取决于操作员的熟练程度)
适用电线: ∮1.5-2.0mm或∮2.5-4.0mm(必须分为不同的设备)
剥离长度: 1-10mm或3-20mm
压接压力: ∮1.5-2.0mm标准配置为2.0T,∮2.5-4.0mm标准配置为3.0T
输入功率: 单相AC 220V 1000W
气源要求: 5-6Kgf或更高(需要干燥,清洁的空气)
适用模具: 冷压端子专用模具
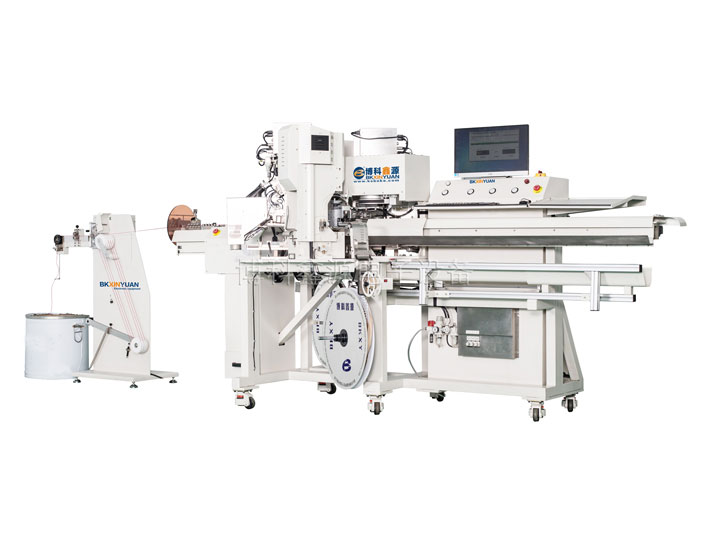
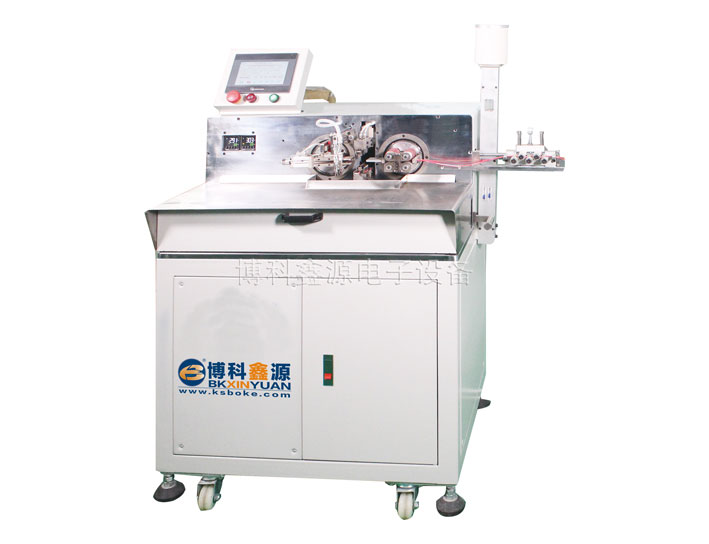
整套设备主要包括以下几部分: 振动盘,直接振动,终端机,机架. 当设备出厂时,终端机已根据客户的终端配备了模具,压接高度和压接位置的送料机构已调试完毕. 设备到货后唯一需要安装的就是调整活动板和排出口的位置. 安装步骤如下:
首先将机架放在水平地面上. 无需移动机架上的终端机和机箱内部. 调整六个脚杯的高度,使机器处于水平位置.
松开机床工作台左侧的三角固定脚螺钉,将振动板放在固定脚上,调整振动板的位置,以使排出口与直接振动进料口对齐,取一或两种材料轻轻滑动以使进纸顺畅. 然后拧紧固定脚的螺钉.
安装机器的机械部件后,连接气管并插入电源. 执行压接调试
机器的主要调试部分包括以下几部分: 振动板进给,直接振动进给,压接成型,压接界面进给,剥离调整. 请按照上述顺序进行调整.
将约1000个单粒端子倒入振动盘,打开振动盘的电源端子和直接振动电源开始自动送出,通过调节振动盘的进给速度即可左侧调速器的频率.
在振动盘的出口和直接振动接口处有一个光纤传感器,它可以检测直接振动是否处于完整状态,并使光纤传感器面对该状态.
压接端子时,始终会产生直接振动,并且出口位置的高度与压接端口的位置处于同一水平
顶针的位置始终在直接振动末端之外与端子垂直,以确保将端子发送到摆臂油缸的定位孔,其位置可以通过上下两个调节坚果

直接振动排出口可以根据端子的大小更换为不同的夹具,并可以松开四个固定螺钉进行更换
按下无声终端机上的“手动|自动”按钮,按下终端机模具,观察成形情况,并通过调节提升头的高度来调节压接的紧密度: 松开固定螺钉,顺时针旋转,然后按紧,逆时针旋转端子机,按松动
可以使用右侧的螺丝微调摆臂油缸上固定孔的尺寸. 当绝缘尺寸没有太大差异时,可以使用此方法来调整绝缘尺寸. 差异很大端子机,固定部件可以更换. 请注意,每次处理之前,固定孔中均不应有端子.
剥线调整. 更换不同的电线时,需要调整剥线口的尺寸. 可以通过刀片支架侧面的调节螺钉进行调节. 顺时针刀片变大,逆时针刀片变小. 更换刀片时,只需松开刀片螺丝并用新刀片更换即可.
剥线长度和进入线的长度可以通过线长定位块进行调整

更换电线时,不同的电线尺寸可能会导致不同的压接效果,变平或未紧密压缩. 在这种情况下,您可以调整连接到上固定杆的气缸的行程或下固定杆的位置.
平移速度: 剥离后向左平移速度
平移距离: 剥离后向左移动的距离
双绞线强度设置: 双绞线紧密度
扭转速度: 扭转速度
抓线速度: 抓线筒的响应速度
向前剪辑延迟: 翻译完成后在线程停留之前的时间
端子压接位置: 等于穿线深度
半剥离长度设置: 0无扭曲,1扭曲,其他值为半剥离值,一个值为长度0.03mm
夹子剥落的距离: 后面的距离会影响双绞线的紧度
夹子打开线延迟: 打开端子后释放夹子的时间
注意:
摆臂油缸的固定孔中不得有端子
光纤必须保持在直通状态,直接振动间隔根据端子的大小而变化.
要更换终端,请手动调节终端机以确认上刀的高度,以免损坏刀片
机器的剥离和夹紧高度依赖于气压,气压不得小于5千克.
该机器的维护主要包括机械部分的润滑和进纸部分的清洁:
每个班次润滑终端机的滑块部分,每次降一到两个. 模具零件的进给部分每天润滑一次. 润滑完成后,手动移动几次润滑脂,然后用干净的布擦去多余的油脂. 保持清洁.
每个班次清洁一次振动板和直接振动导轨,并且操作干净. 由于振动盘的振动很大,所以每周检查一次机器各部分的螺丝紧固情况.
剥线装置的线杆每班加油一次以保持其清洁
如果在后续生产调试过程中有任何疑问,请及时联系我们的技术人员.